Sustainable Water Management for Heavy Industry.
Tailings Water Management
All forms of mining – whether you are extracting coal, gold, uranium, potash, or oil sands – produce tailings. Our objective is to minimize the amount of fluid tailings on the landscape and assist operators in reclaiming tailings over the life of the mine. By leveraging our technology and expertise to treat fluid tailings quickly and cost effectively.
Let us improve water performance and management across all your operations by focusing on water use efficiency, limiting freshwater withdrawals, optimizing recycling, and releasing treated water safely back into the environment.
Tailings Water Management for:
- Mines
- Oil Sands
- Frac Sand Wash Plants
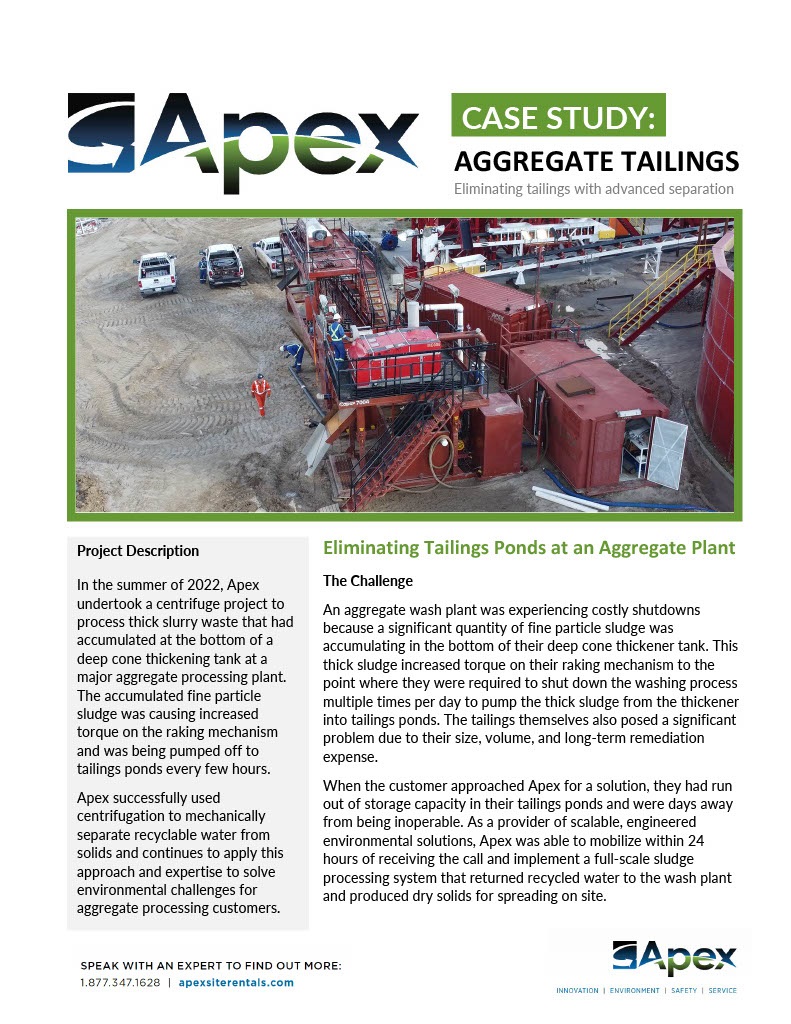
- Aggregate Processing
Industrial Sludge Processing
Water is a precious natural resource and an essential part of many industrial processes. At Apex, we leverage our technology and expertise to deliver treatment and recycling of industrial wastewater and sludge. Our unique and scalable solutions can be mobilized to handle various industrial applications such as tailings ponds, tanks, pits, cooling towers and more.
Offering Industrial Sludge Processing for:
- Cooling Tower Basins
- Fertilizer Processing Facilities
- Oil & Gas Refineries
- Pulp & Paper Mills
- Dairy Operations
- Lime Sludge Processing
- Hydrovac Waste Processing
Water management that comes full circle.